为有效提升红旗整车轻量化及一体少件化技术水平,研发总院材料与轻量化开发院金属材料开发部历时2年成功突破热成形不等厚一体化单门环技术,并已成功应用于E001、E202、C001等车型。单门环技术即以1个门环零件取代传统4个不同厚度的冲焊零件,不仅可实现降重15%以上,有效提升车辆轻量化效果,还可通过扭转和碰撞载荷的有效传递,提升车身刚度及碰撞安全防护性能,让用户出行更“绿色、安全”。
用扫描电镜( SEM) 及能谱仪( EDS) 等方法系统表征了 22MnB5 热成形钢在不同奥氏体化温度和保温时间下镀锌层的微观形貌与表层氧化物分布 。结果表明,奥氏体化温度超过 850 ℃ 后,镀锌层的厚度增加,发生由纯 Zn 相向 α⁃Fe( Zn) 的组织转变,且与基体之间界面模糊 。
2024
烘烤工艺对 1300 MPa 热成形钢性能的影响
热冲压顺序对 QP1180/22MnB5 钢激光拼焊接头组织与性能的影响
热处理工艺对锻造8418模具钢组织和力学性能的影响
铝合金异形回转体壳段挤压成形仿真与生产试制
首页
电话
留言
回到顶部
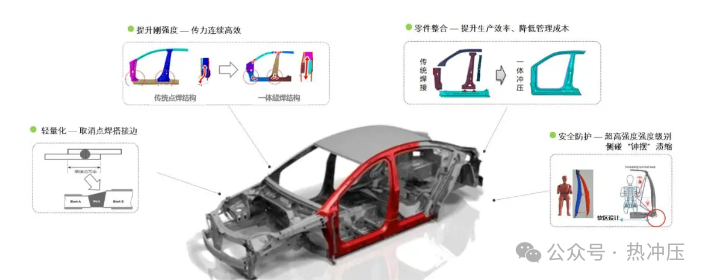 热成形不等厚一体化单门环技术在红旗车上成功应用,有效提升车辆安全
热成形不等厚一体化单门环技术在红旗车上成功应用,有效提升车辆安全