以1.2mm和1.6mm的B1500HS热成型超高强钢和1.0mm的B250P1冷轧钢作为母材,采用电阻点焊技术制备3层板点焊接头,研究点焊接头的宏观特性、微观组织及力学性能。研究结果表明:当后热电流8kA、后热时间300ms 和冷却时间20ms 时,点焊接头熔核直径最大为75mm;当后热电流8kA、后热时间300ms 和冷却时间30ms时,接头承受的拉剪力最大,为174kN。
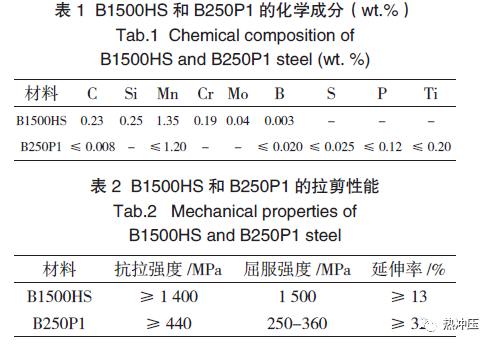
文中采用CO2气体保护焊对接焊接热成型钢B1500HS,研究热成型钢B1500HS焊接性能。通过改变焊接工艺参数,探究热输入及焊丝对热成型钢焊接接头组织及力学性能的影响,为热成型钢焊接工艺研究提供参考,同时为热成型钢在商用车上的应用奠定基础。
2023
烘烤工艺对 1300 MPa 热成形钢性能的影响
热冲压顺序对 QP1180/22MnB5 钢激光拼焊接头组织与性能的影响
热处理工艺对锻造8418模具钢组织和力学性能的影响
铝合金异形回转体壳段挤压成形仿真与生产试制
首页
电话
留言
回到顶部
 热成型钢和冷轧钢点焊接头性能研究
热成型钢和冷轧钢点焊接头性能研究