一体式后车体骨架:重构下车体制造模式 电动化和低碳减排的汽车行业转变下,多零件集成已成为轻量化车身的发展趋势。对于白车身上车体,热成形激光拼焊一体式门环的应用已在国内外得到全面普及,而针对下车体的大型一体化研究仍处于起步阶段。
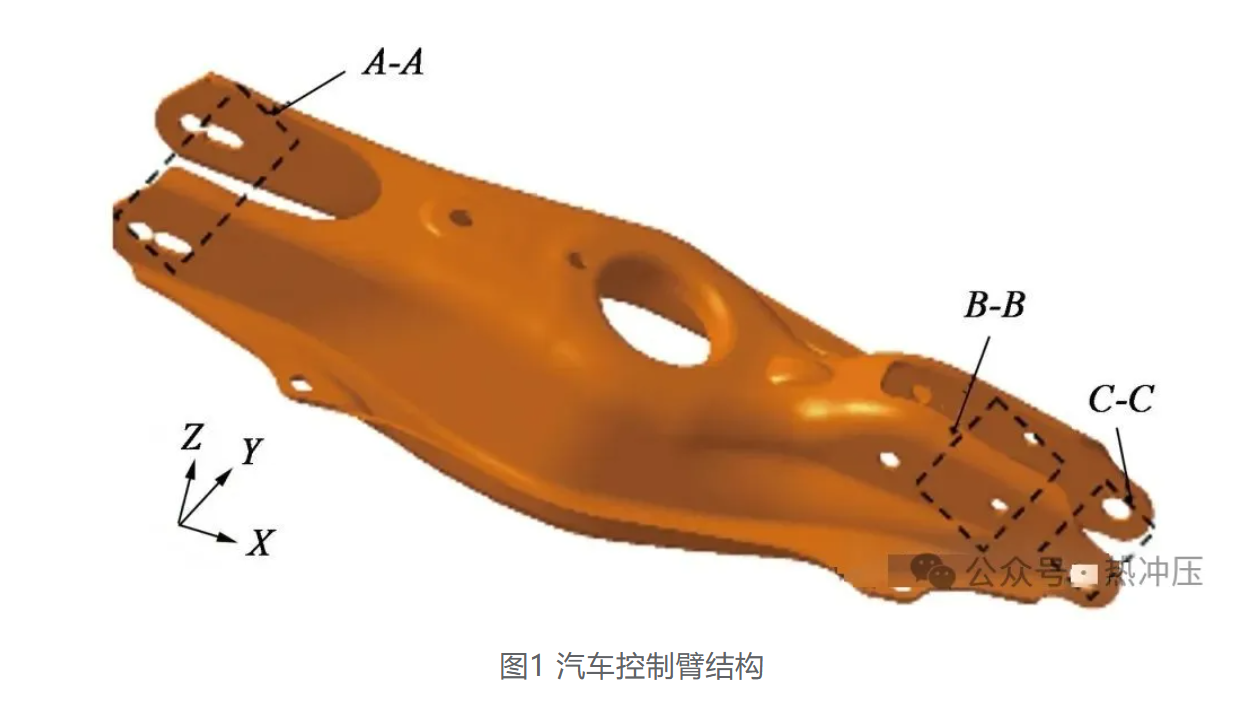
以高强钢汽车控制臂为研究对象,根据制件的材料强度高、几何结构复杂和成形困难的特点,制定多道次冲压工艺方案,采用Autoform软件分析冲压成形过程,研究冲压成形工艺参数对零件最大减薄率和回弹的影响,结果表明:压边力越大,板料的最大减薄率越高;一定范围内,增大压边力可以减小回弹;摩擦因数越大,板料的最大减薄率越高;一定范围内,增大摩擦因数可以减小回弹。
2024
2023
烘烤工艺对 1300 MPa 热成形钢性能的影响
热冲压顺序对 QP1180/22MnB5 钢激光拼焊接头组织与性能的影响
热处理工艺对锻造8418模具钢组织和力学性能的影响
铝合金异形回转体壳段挤压成形仿真与生产试制
首页
电话
留言
回到顶部
 【技术帖】某高强钢汽车控制臂冲压成形工艺研究
【技术帖】某高强钢汽车控制臂冲压成形工艺研究