二次硬化型超高强度钢因其优异的超高强度、高韧性而被广泛应用于航空航天及能源装备等领域。利用多尺度微观组织表征方法研究不同淬火温度下节Co型2.2 GPa级超高强度钢微观组织对力学性能的影响机制。结果表明:当淬火温度为950℃时,基体内存在较多未溶M6C碳化物和未细化晶粒,其强度较低,抗拉强度为2072 MPa,屈服强度为1873 MPa。
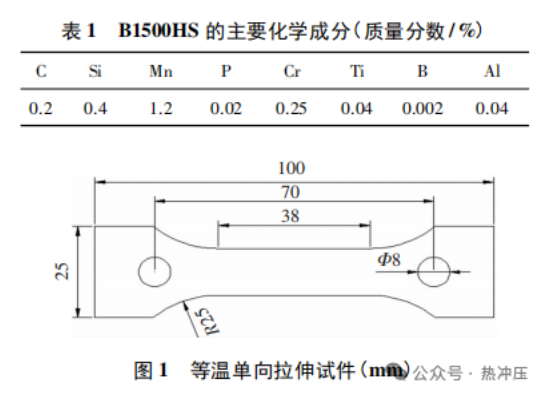
了准确仿真高强钢板热冲压成形过程,获得高强钢高温下的材料本构关系模型,利用Gleeble3500热模拟试验机在不同温度和应变速率下对不同厚度的高强钢B1500HS钢板进行了单向拉伸试验,获得各种工艺条件下的应力-应变曲线,并基于变形抗力数学模型,引入板材厚度参数,通过最小二乘法进行数据拟合获得高强钢TRB高温下的材料本构关系.
2025
烘烤工艺对 1300 MPa 热成形钢性能的影响
热冲压顺序对 QP1180/22MnB5 钢激光拼焊接头组织与性能的影响
热处理工艺对锻造8418模具钢组织和力学性能的影响
铝合金异形回转体壳段挤压成形仿真与生产试制
首页
电话
留言
回到顶部
 高强钢TRB高温下热流变特性
高强钢TRB高温下热流变特性