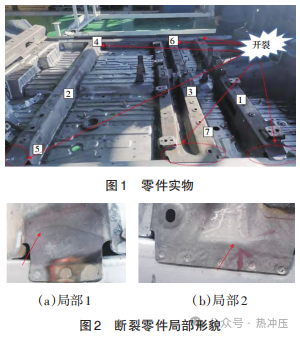
为解决 2 GPa 热成形材料冲压的座椅横梁零件焊接后出现批量开裂的问题,经分析,该零件开裂为氢脆致裂,通过追查零件工艺发现引起零件氢脆开裂的原因为加热温度过高、加热时间过长、零件转移时间过长,通过正交设计改进零件不同的热冲压工艺组合并试制零件进行验证,最终确认 2 GPa 铝硅镀层热成形零件的热冲压工艺窗口为热成形的奥氏体化炉内露点须低于-5 ℃,加热时间为 3~13 min,加热温度为 880~940 ℃。
为了了解离心压缩机叶轮叶片在热冲压成形后产生回弹的主要因素,本文首先阐述了板料热冲压成形的理论及其回弹机理。随后采用 Abaqus 仿真计算软件进行了叶片热冲压过程的热力耦合仿真,分别从叶片的初始温度 、叶片与模具之间的表面摩擦系数以及保压淬火时间对于其回弹的影响情况进行探究。
2024
烘烤工艺对 1300 MPa 热成形钢性能的影响
热冲压顺序对 QP1180/22MnB5 钢激光拼焊接头组织与性能的影响
热处理工艺对锻造8418模具钢组织和力学性能的影响
铝合金异形回转体壳段挤压成形仿真与生产试制
首页
电话
留言
回到顶部
 2GPa座椅横梁开裂失效分析及工艺研究
2GPa座椅横梁开裂失效分析及工艺研究