 一体式激光拼焊热成形门环的开发及应用进展
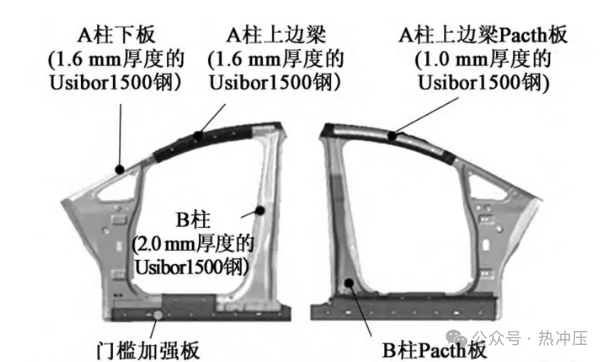
一体式激光拼焊热成形门环的开发及应用进展采用1000、1500和2000MPa这3种强度的热成形钢板,设计开发了由5种厚度板料和2个补丁板经激光拼焊后一体化热成形的门环,并统筹考虑碰撞变形和吸能。对传统冲压-焊接的门环和一体式激光拼焊热成形门环分别进行了25%偏置碰撞和移动变形壁障碰撞的数值仿真,结果显示:25%偏置碰撞时,一体式门环相较于传统门环侧面变形最大侵入量减少了14.4%;移动变形壁障碰撞时,一体式门环的变形侵入量略小于传统门环。一体式门环激光拼焊热成形后各区域性能均达到了设计要求;激光拼焊的5条焊缝强度均大于较弱侧基材的强度。相比于传统门环,一体式门环整车减重10.146kg,减重率为20.6%;材料利用率由 66. 7%提升至71.19%。