 一种热成形生产线全自动快速换模系统
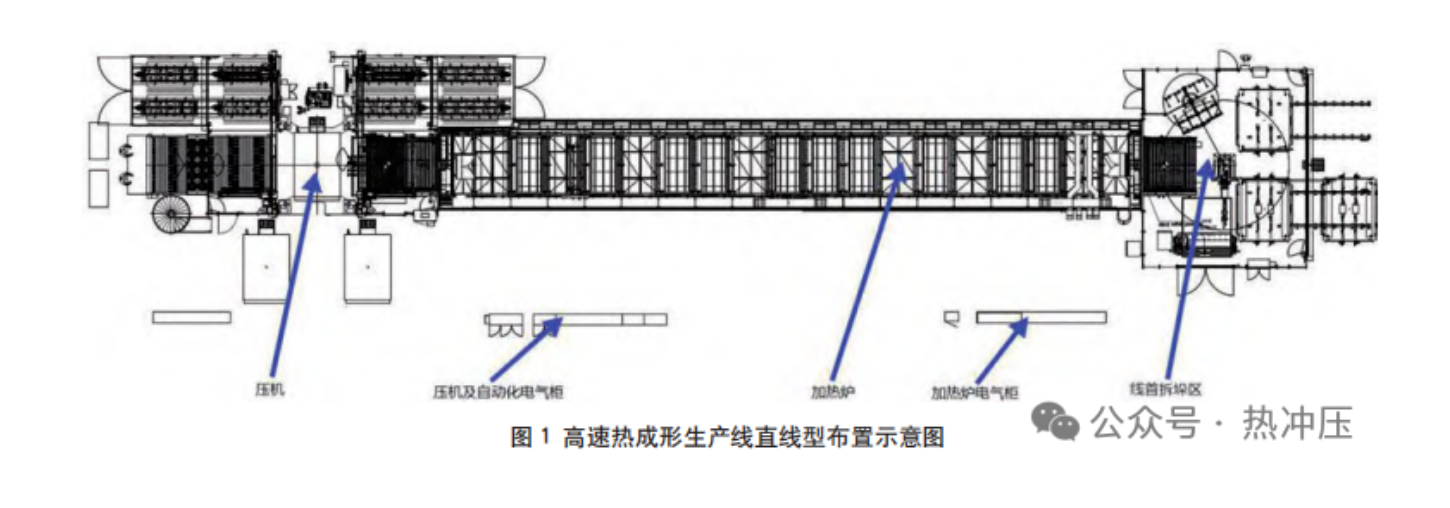
一种热成形生产线全自动快速换模系统高速热冲压成形工艺是目前应用最广泛的轻量化工艺之一,高速热成形生产线见图1。随着节能减排和轻量化的深入推进,高速热成形工艺也迅速普及推广,迅猛发展。随着高速热成形工艺的推广和发展,热成形零件的普及率和使用率大幅提升,市场对热成形零件的需求迅速增长,因此对高速热成形生产线的生产效率提出了更高的要求。高速热成形生产线换模工作量较大,整线换模需要完成的工作包括更换线首拆垛端拾器、更换打标冲头、调整出料台阻挡器、调整出料台对中、更换上料端拾器、更换下料端拾器、上模锁紧装置解锁/闭锁、连接/拆除模具辅助水/电/油/气路等十多项工作,这些工作至少需要四个人完成,总消耗时间根据操作工熟练度不同,需要50~80分钟,平均一般为60分钟。热成形生产线的生产节拍一般为每分钟3.5~4冲次,加热炉待机时的能耗大约为510kWh。即生产线每次换模会浪费210~240冲次的产量和大约510kWh电量。因此,降低整线换模时间可显著提高整条生产线的生产效率、降低无功损耗。